Electronic Component Testing: A Non-Contact Sport

This file type includes high resolution graphics and schematics when applicable.
Electronics don’t like it hot. That’s why electronic systems designers are looking for ways to keep their components cool in ever-smaller devices. As chips shrink and densities within components grow, heat can become a real problem—not only for devices used in civilian life, but in the military as well. In the latter case, the problem expands beyond inconvenience to one of safety. The armed forces depend on the quality of their electronics to maintain the integrity of weapons and communications systems.
Government agencies are spending millions to find new thermal-management technologies to help designers substantially reduce electronic component size, weight, and power consumption and thus eliminate the problem of heat dissipation.
Contact vs. Non-Contact Testing
One designer of VXI boards was experiencing a greater-than-normal flow of returns, with complaints about the boards overheating. The engineers were using simulation modeling to determine where to design in heat sinks and add fans to dissipate heat. They also mounted thermocouples to the board during testing and quality phases, hoping to identify potential design issues. With few results, they finally considered scanning the boards using an infrared camera.
Chris Bainter, US National Sales Director for FLIR, says infrared has an advantage over thermocouples. “First of all, how do you know where to mount the thermocouples if you don't know where the hotspots are?,” he asks. “Imagine mounting hundreds of probes to a board. It's unrealistic and not really effective.”
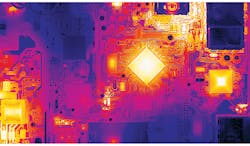
Bainter visited the manufacturing site, bringing with him one of FLIR’s infrared cameras. After turning it on and aiming it at a board, the hotspots were instantly apparent—and they were nowhere near the heat sinks, fans, or thermocouples.
The clip below shows that when energized, a PCB experiences thermal ramp-up:
“In that first instant we saw the thermal image, we knew exactly where the hottest points on the board were, and which chips were hotter than anything else,” says Bainter.
Knowing where to start troubleshooting is just the first step. Infrared can also be constructive in designing a circuit board’s thermal-management system. For this particular board design, the engineers realized their fans and heat sinks were not mounted near the hottest components. That begged the question: Were they really needed? Or rather, had the engineers designed in additional weight and power draw with thermal-management components that were no longer required? Knowing more about the device’s true thermal properties and heat dissipation can be keys to improving simulation models, improving overall design, and speeding up the rapid prototyping phase of the development cycle.
Accounting for Shrinkage
As devices continue to shrink, the challenges of heat grow. Imagine going from a VXI board that’s roughly 9 x 13 in., down to a device the size of a smartphone with individual components a few hundredths of a micron. Components of that size can’t even accommodate a thermocouple to measure heat. The solution is to attach an RTD probe, which is similar to, but smaller than, a thermocouple. However, even this smaller probe can skew heat measurements by acting as a heat sink.
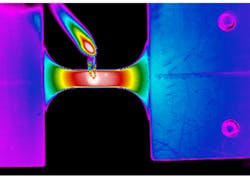
“It’s challenging, maybe impossible, to measure temperature on really small devices with contact forms of temperature measurement,” explains Bainter. ”When they get small enough, a probe can affect the thermoresponsivity of the device.” These scenarios require a non-contact form of temperature measurement, such as infrared imaging.
Another common use for infrared thermal cameras among electronics designers and manufacturers is detecting hotspots for failure analysis. In this case, measuring absolute temperatures isn’t as important as finding small hotspots that are causing subtle thermo-differentials.
These hotspots can be indicative of failure points or troubles with the device. While passive thermal imaging works well, a technique called “Lock-In Thermography” can improve the sensitivity of the camera by more than 10 times, making it much easier to detect small, subtle hotspots.
Infrared inspection can also help with quality assurance by identifying insufficient solder. Insufficient solder increases circuit resistance at the solder joint and therefore raises the temperature enough to be detected by an infrared camera. A faulty circuit will show up as a different temperature profile than that of a good one, which can help determine whether the circuit should pass or fail.
Is Thermography Cost-Justifiable?
The cost justification for thermography is growing as electronic components shrink. Today’s infrared cameras offer up to 16 times the resolution of cameras from 10 years ago—for nearly the same cost.
Bainter believes that as costs continue to drop, thermal infrared cameras will become a standard thermal-measurement tool on every testbench, alongside digital multimeters, oscilloscopes, and voltage analyzers.
Where it comes to electronics inspection testing, thermal imaging still has opportunities to advance. One challenge for thermal imaging concerns correcting for surface emissivity. Many electronic boards have components with varying emissivities, some of which are shiny, and therefore, have a low emissivity. This makes them more challenging to measure for absolute temperatures. Techniques such as high-emissivity coatings, image subtraction, and emissivity mapping offer ways to compensate.
In image subtraction, the infrared inspection-system software captures an image before the device is energized, in order to create a thermal baseline. That baseline image is then subtracted from subsequent images after the device is turned on, thereby removing the static reflected temperature values, leaving only the true temperature deltas due to the heating of the device. Image subtraction effectively removes all the apparent thermal hot spots due to erroneous static reflected temperatures from lower emissivity devices and lets you focus on true thermal hot spots generated from the device itself.
Attacking Counterfeit Products
Opportunities exist for thermography to advance into new applications, such as counterfeit product detection—another growing problem in military purchasing.
“Phony devices using cheaper materials and knockoff designs may have different thermal signatures from the originals, even if on the outside, they look similar,” says Bainter.
Those devices are widely available at bargain prices via the Internet, and according to a Government Accountability Office (GAO) study, suspect counterfeit and bogus military-grade electronic parts can be found on many Internet purchasing platforms. In fact, none of the vendors provided to GAO during a recent study were legitimate. After submitting requests for quotes, GAO received responses from 396 vendors, of which 334 were located in China; 25 in the United States; and 37 in other countries, including the United Kingdom and Japan. GAO selected the first, lowest price bids and all 16 parts were provided by vendors in China.
The Payoff
With infrared imaging, the rubber hits the road in terms of testing and identifying problems that once were impossible to find, or at least difficult to locate quickly. For manufacturers, their ROI would be images that pinpoint a design flaw, thus reducing test times and time-to-market.

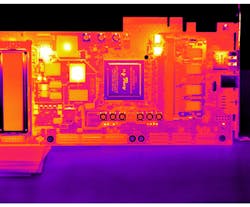
Another advantage to thermal imaging is it allows engineers to see a complete thermal map of the circuit board, with temperature values for each pixel. There’s no concern about mounting thermocouples or RTDs in the wrong place, resulting in erroneous readings. Thermal images show the exact locations of the hottest points on a board.

Of course, thermal imaging can be employed in many stages of the research and development process, beyond simple circuit-board imaging. For additional application stories and more information on FLIR’s line of science cameras, go to www.flir.com/research.
About the Author
Comment About the Article
To join the conversation, and become an exclusive member of Electronic Design, create an account today!

Leaders relevant to this article: