3-D techniques have the potential to offer a quantum leap in performance levels for advanced test and measurement equipment.
Human vision and perception of the world rely on the ability to view objects as the three-dimensional (3-D) structures they are. Perceiving depth, distance, and an object’s curvature and surface relies on the human ability to translate two simultaneous images into one 3-D view. Not only does the human mind typically cope better with 3-D images,
3-D also contains a richer source of information for computer analysis.
In printed circuit board (PCB) surface-mount technology (SMT), a new class of advanced test and inspection equipment looks at the structures on a PCB as true 3-D objects, performing measurements and extracting images in all three dimensions. In-line automated optical inspection (AOI) for testing components and joints, solder-paste inspection (SPI) for checking the screen print process, and X-ray systems for solder-joint testing are enhanced by 3-D imaging and analysis.
AOI Systems
Current AOI machines operate by analyzing images of a PCB assembly to detect manufacturing defects. Various techniques produce multiple two-dimensional (2-D) images of the PCBs and use low-resolution analog cameras placed at angles around a device or high-resolution color digital cameras placed above the device.
A new range of AOI combines these 2-D images to create a 3-D model of the PCB. One technique is a patented technology called solid shape modelling (SSM) that creates 3-D models for any solid structure on the PCB, such as components and joints.
For SSM to create 3-D models, the 2-D images presented to it must be very precise. Information about 3-D shapes is revealed when a device is lit from specific, known directions and angles and viewed with a single, fixed, high-resolution camera.
When a device is lit with controllable directional light such as north, south, east, and west, studying the reflections and the shadows of the device gives information on its 3-D shape. SSM analyzes the images when the same scene is lit from eight different angles and directions and combines these into a single 3-D image model.
2-D AOI systems produce a fixed view of the PCB from which the programmer has to determine what combination of lighting and camera is optimal for detecting a defect. With 3-D AOI, the system has the capability to rotate the scene freely in three dimensions to reveal hidden information.
For components, 3-D AOI information reveals the height and shape of the component relative to the PCB. For post-reflow joints, it shows information on the height, volume, and shape of the solder fillet.
Component height and shape are useful in determining the presence of dark devices often indistinguishable from the surrounding PCB. 3-D AOI systems use the relative height and shape of the component to give a robust indication of presence regardless of the size, color, or shape of the component.
For solder-joint analysis, 2-D AOI systems rely on the fillet resembling a curved mirrored surface. Various combinations of lighting and camera angles highlight the presence or absence of this mirrored surface, and from this, good or bad joints are assessed.
|
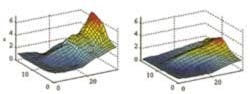
1a. Good Solder Fillet |
1b. Bad Solder Fillet |
Figure 1. 3-D AOI Analysis of Solder Fillets
A 3-D AOI system looks at the solder fillet as a true 3-D object and reveals its relative height, volume, and shape. In addition to helping 3-D repair operators view the joints, analyses of these new parameters can be used to accurately represent and classify good and bad joints. Figure 1 is an example of each type of joint when viewed with a 3-D AOI system, showing a clear difference visually for a human and mathematically for a computer.
Current 2-D AOI systems are plagued by false calls and defect escapes. SMT manufacturers reluctantly have embraced this technology as a cost-effective part of a test strategy but always with the safety net of in-circuit or functional test.
Even the defects captured by 2-D AOI are subject to the whim, time constraints, and ability of the programmer and not tied to any industry-accepted classification method.
3-D AOI analyzes the component and joint parameters and compares them against the mathematical specifications found in industry standards such as IPC-610A.
For the first time in SMT history, 3-D AOI offers the possibility to control the volume of post-reflow solder by using statistical-process techniques applied to quantitative measurements from solder joints. 3-D AOI is in its infancy, but the possibilities it offers already are mapping it as the future for AOI.
Solder-Paste Inspection
SPI is a subset of AOI used directly after printing because companies claim that as many as 80% of their defects can be attributed to the paste printing process.1 A paste inspection strategy can consist of 2-D or 3-D, in-line or off-line, and 100% coverage or sampling techniques.
2-D SPI measurement systems provide X and Y locations and area of coverage for each paste deposit, with some bridge detection capability. 3-D SPI measurement systems have all the 2-D information but add height, volume, and additional bridge detection capability.
Typically, 2-D SPI systems use lighting rings with various colored visible light at certain angles of incidence. Usually, 3-D measurements are structured light or laser-based techniques. An active light source is presented in a way that variations in height or range affect the optical properties such as intensity, phase shift, position, and size of the scene.2 Optical triangulation, a version of structured light, is used in a majority of commercially available 3-D paste-inspection systems to derive height measurements.
Companies select an SPI strategy for many reasons. The added cost benefit for catching defects early is a driver. A recent study on the 2-D vs. 3-D question shows that 3-D is preferred and even required in four out of five cases because solder-paste volume is an important predictor of long-term solder-joint reliability.1
Recent technological advances allow SPI systems to inspect and detect 3-D information at line rates. Process control has become key with the dawn of lead-free solder and the popularity of 0201s, chip-scale packages (CSPs), ball grid arrays (BGAs), and ceramic column grid arrays (CCGAs), which have known requirements for solder-paste volume.3
When an SPI defect is found, the user must determine whether or not the call is a true defect. SSM has been developed to take the volume information already available from triangulation methods and display it in a 3-D rendered image.
Users of the SSM SPI information can visualize the deposit in full 3-D, which is what humans are accustomed to seeing. This means training is easier, the information that can be fed back to the printer and the process engineer is more complete, and there is higher call accuracy.

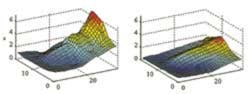
A bad deposit and a good deposit, both with the same X, Y, and area measurements, are shown in Figure 2. If Figure 2a or 2b were viewed in 2-D, you would assume both deposits were good. However, there are areas where the paste is very thin in Figure 2a, to a point of seeing through to the PCB. There is not enough volume of paste here to make a quality joint. The 3-D information with the help of the SSM image is needed to make the correct call.
In summary, 3-D SPI is important and will become increasingly necessary as technology continues to evolve in today’s SMT environment. Advancements like SSM ensure that 3-D techniques provide the correct amount of information to make paste-inspection users successful in their process-control methodologies.
Automated X-Ray Test
The benefits of using X-ray technology for inspecting PCBs have long been known. Standard solder and new lead-free solders are made of heavy metals such as tin, lead, and silver. Their high atomic weights and densities, compared to the other materials on the board, make them relatively opaque to X-rays.


Resulting images of solder joints are easily generated for analysis. Joints and features hidden under components or leads are made visible; X-ray alone can view the hidden joints of mounted BGAs, CCGAs, and CSPs. Reflections and variations in color or surface finish have no effect on X-ray test.
About 90% of all manufacturing defects in PCBs are visible in the solder joints. Joints that are open or shorted or have insufficient solder are easily found. However, even non-solder-related defects such as missing and misaligned components cause obvious differences in the solder joints.
Most designs today have components on both sides of the board, and densities continue to increase. Transmission
X-ray keeps everything between the X-ray source and detector focused on a single 2-D image. The system sees the superimposed images of the joints and components on both sides of the board at the same time. The features overlap, and this image is impossible for automatic systems to analyze. Humans doing repairs generally think of each side of the board as independent, making this 2-D presentation very confusing.
Images that discriminate between the top and bottom structures of the board and allow tests to verify the correct solder-joint structure are needed. These images also must make intuitive sense to human repair operators who will view them. 3-D or cross-sectional X-ray test provides this by extracting visible slices at the desired level for automatic analysis while rendering features at other levels invisible.
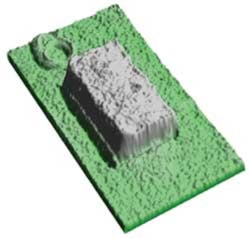
In Figure 3, the features of the bottom side of the board have been blurred, allowing analysis of the top side of the board. The system then changes focus to generate a clear image of the bottom side of the board, blurring out the top-side features (Figure 4).
Today, 3-D automated X-ray test (AXT) through laminography is popular in the PC assembly industry. It covers more than 90% of all solder joints at production-line speeds.
3-D X-ray enables the highest coverage of components and defects. It is the best fit for defect containment on high-density, double-sided boards. It generates separate X-ray images of the two sides of the board and automatically analyzes those images. 3-D AXT also provides intuitive images of defects, ensuring correct repair.
3-D AXT continues to evolve. The capability of testing new packages such as BGAs, CCGAs, and press-fit connectors has been added as the use of these devices has become widespread. System speeds have increased by almost an order of magnitude over time while the speed of SMT manufacturing lines also has increased comparably over the last decade. Increased throughput and improved defect-detection capabilities continue to be an ongoing effort of AXT manufacturers.
Conclusions
Advanced 3-D techniques can reveal critical information such as height, volume, and shape of SMT structures and devices and distinguishing features that otherwise may become muddled in 2-D. Future AOI systems will produce quantitative joint measurements and analysis to drive new levels of call accuracy. For SPI systems, critical 3-D information from SSM allows for defect review complete with the capability to rotate the image for full deposit analysis. For X-ray systems, it is impossible to inspect double-sided PCBs without a 3-D technique that allows you to separate the images from multiple planes of the board.
References
1. Fauber, K. and Johnson, S., “2-D Versus 3-D Solder Paste Inspection,” www.agilent.com/see/aoi, 2003.
2. Abdollahi, M., In-Line, 3-D Solder Paste Inspection, December 2001.
3. “CBGA Assembly User Guide,” May 2002, www.ibm.com
About the Authors
Malachy Rice, Ph.D., is a product marketing engineer for optical inspection systems at Agilent Technologies. Dr. Rice worked for Nortel and MCI WorldCom and joined what became Agilent Technologies in 1996. He holds a primary degree in electrical and electronic engineering from the University of Edinburgh and a Ph.D. in signal processing for telecommunications from the Queen’s University of Belfast. Agilent Technologies, Manufacturing Test Business Unit, Silverstone House, Ballymoss Rd., Dublin, Ireland, 011 353 1-2947444,
e-mail: [email protected]
Stacy Kalisz Johnson is a product marketing engineer focusing on SP50 system solder-paste inspection at Agilent Technologies. Previously, she worked on several package development projects at Motorola. Ms. Johnson received an M.S. in mechanical engineering from the Rochester Institute of Technology. Agilent Technologies, Manufacturing Test Business Unit, 4940 S. Wendler Dr., Suite 101, Tempe, AZ 85282, 602-458-7085,
e-mail: [email protected]
Glen E. Leinbach is a technical marketing engineer for Agilent’s automated X-ray test systems. In more than 17 years with Hewlett-Packard and Agilent, he has been a leader in SMT process development and implementation efforts, a new product manufacturability consultant for PCA designers, and an applications engineer. Mr. Leinbach earned a B.S.M.E. degree from the University of Denver. Agilent Technologies, Manufacturing Test Business Unit, 815 SW 14th St., Loveland, CO 80537, 970-679-2429, e-mail: [email protected]
FOR MORE INFORMATION
on AOI and AXT
www.rsleads.com/402ee-176
www.rsleads.com/402ee-177
Return to EE Home Page
Published by EE-Evaluation Engineering
All contents © 2004 Nelson Publishing Inc.
No reprint, distribution, or reuse in any medium is permitted
without the express written consent of the publisher.
February 2004
About the Author
Comment About the Article
To join the conversation, and become an exclusive member of Electronic Design, create an account today!

Leaders relevant to this article: