Cable Test Extends Outside the Box

Cable/harness testers traditionally have checked for shorts and opens in completed wiring assemblies. Hipot capabilities were added to support insulation resistance and dielectric withstand testing up to 1,500 VDC.
Several related considerations also are influencing today�s testers. For example, Karl Sweers, technical marketing manager at DIT-MCO, said, “Lean manufacturing techniques drive the test industry to provide modular and portable test solutions. Systems that can easily be used for testing simple cables or large complex assemblies allow the user flexibility to adapt to ever-changing requirements and future test needs.”
Also commenting on manufacturing needs, Christopher Strangio from CAMI Research said, “Customers are asking for advanced documentation tools including the capability to automatically assign serial numbers to articles under test and archive test reports in a database for future reference. They want built-in controls for label printers, reporting with graphical display of connectors and wiring, and batch test result logging for statistical reports on article quality, all capabilities included in our new v5 software.”
Most of today�s cable/harness testers provide functionality beyond simple testing. These features differentiate otherwise similar products and support more complete application solutions. Electrical test capabilities also have changed, and technical tester development continues.
For example, Ken Rockwell, general manager at Cablescan, said that the company�s Series 90 machine was developed in part to resolve high interwire capacitance problems experienced with the previous design. As a result of its low sensitivity to capacitive loading, the Series 90 is being used in a number of backplane applications with greater than 20,000 test points.
Because software largely determines the Series 90 characteristics, many customer requests for special functions can be satisfied through software changes. “Like most of our competitors, we can easily add a feature to our PC-based testers within a few days. This may include importing wire-list data from a customer database; storing test results with test date, time, and operator identification; or just changing the way data is displayed and printed,” Mr. Rockwell explained.
The comparison chart that accompanies this article lists basic parameters as well as unique features for a number of testers. Although there is a distinction between hipot testers and cable/harness testers, if the hipot instrument can address several circuits through a scanner, it has been included.
Please click here to see the Cable/Harness Tester Comparison Chart
The suitability of a particular tester for a given application was summed up by Robert Maccarone, manager of global sales and marketing at CableTest Systems: “The right product to purchase is the one that best meets the requirements and provides the best return on investment. Whether to buy the most economical vs. the most expensive depends on a combination of variables that in the end determine return on investment and possibly improved profitability.”
Nevertheless, for some markets, economics is not always the primary concern. A unique test capability based on a NASA patent and developed commercially by Eclypse International is helping the United States military maintain aircraft in Afghanistan and Iraq. The company�s hand-held ESP Standing Wave Reflectometer identifies wiring opens and shorts and locates the position of the fault within wiring harnesses in the field.
The instrument was developed by Pedro Medelius, associate program manager and chief scientist with ASRC Aerospace at Kennedy Space Center. As shown in Figure 1, space-shuttle wiring is extensive and complex. To compound the difficulty of locating wiring faults, much of the cabling in the shuttle and conventional aircraft is not easily accessible. The Standing Wave Reflectometer performs a test in four seconds and displays the fault location in alphanumeric characters.
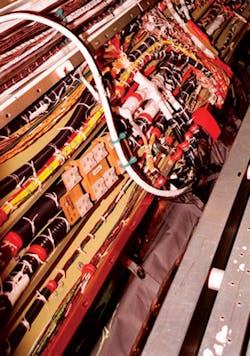
Figure 1. Wiring in Space Shuttle Endeavour Exposed for Examination Prior to a Mission
Courtesy of NASA
Since the ESP instrument was discussed in a previous EE-Evaluation Engineering article,1 it has attracted a great deal of interest. Chris Teal, marketing director at Eclypse, noted that the meters have been included in more than 250 battle damage assessment and repair kits for the U.S. Army and Marine Corps. In addition, 100 meters are used in the Army Aviation Logistics School training programs at Fort Eustis, VA. Current plans are to train 1,000 troops per year on use of the ESP Reflectometer.2
Low-Voltage Testing
Continuity testing is intended to verify that a wiring harness has been manufactured correctly. Relatively low voltages and currents are involved, and there is little chance that the wiring will be damaged during test. Typically, a current is applied and the resulting voltage compared to preset limits. Exceeding the upper limit indicates an open circuit while a value less than the lower limit corresponds to normal continuity or a short.
This technique was described in detail by S.R. Sabapathi, director product design and development at Qmax. “In the Panther OS testers, we use either three-band or five-band comparators. For example, with a five-band comparator, the voltage levels can be set to represent short, low resistance, medium resistance, high resistance, and open. The comparator outputs are stored in RAM and compared to the correct values during test, providing instant pass/fail results as soon as the tests are completed.”
How the basic test capability is applied varies greatly. One approach attempts to avoid wiring faults even before they have occurred. In so-called guided assembly testing, each wire is tested as it is added to a wiring harness during construction. Special operator prompts may be provided to ensure correct wire routing and termination. If the harness has been continuously tested during its assembly, it is guaranteed correct when complete, and no further continuity testing is required.
The Cirris easy-wire CR Tester is a good example of a product intended to be used during cable/harness assembly. It gives step-by-step guided assembly instructions with connector graphics and locating LEDs. Brent Stringham, the company�s director sales/marketing, said, “Our testers all self-learn from a sample cable or can be programmed via imported data. Simple, easy-to-understand error messages in the user�s own terminology help to quickly determine the cause of any problems that occur.”
With any tester, when continuity testing is performed on a completed wiring harness, test speed depends on the algorithm used. In a straightforward, linear approach, testing wire 1 to wires 2 through 100 in a 100-wire harness requires 99 tests. Then wire 2 would be tested against wires 3 through 100 and so forth. Some specifications must be tested from both ends of all the wires to account for diodes. In this case, (n – 1) x n = 39,800 tests are required using 200 test points to access both ends of each wire.
A much faster fixed-reference method tests all wires separately against only one other reference such as ground. This is a good way to see if any wires are connected to power supplies or ground that shouldn�t be but doesn�t perform a complete shorts/opens test on the harness.
One wire can be tested against all other wires shorted together. This technique requires only 100 tests for a 100-wire harness and very quickly can determine pass/fail. However, if the test fails, unless a more detailed linear approach then is used, you only will know one of the two or more wires causing the problem.
Some testers also will run a selection of tests that the user has programmed. For example, if there virtually is no possibility that wires 39 and 102 can come into contact because of a cable�s layout, there�s little point in testing for shorts between them. A shortened, edited list of tests will save time if its use can be justified.
Fundamental factors such as the total number of wires that can be tested, the number of test programs the tester can store, and the suitability of the tester construction for test lab or field environments help determine a product�s appropriateness.
If the cable contains large conductors to carry heavy currents, basic continuity testers may falter. The total wire and termination resistance can be 100 m? or less, making it unlikely that a simple two-wire ohms circuit will suffice. Instead, a four-wire Kelvin connection is needed as well as a test current source of 1 A or more. And, a pass/fail output also probably isn�t appropriate. Many critical applications require the actual resistance value to be logged as part of the test data file.
This point was elaborated upon by Shari Richardson, product manager electrical safety and cable testers at QuadTech. “Customers require ease of use, reporting, and fixturing. Also, the capability to create test programs without tying up the tester is a common request as well as importing/exporting test programs and test results.
“Traceability is everything these days,” she continued. “The days of pass/fail are over. The customer wants to know exact test values and retain test data for future reference. Paper printouts have been acceptable, but we are seeing more requests for electronic data.”
High-Voltage Testing
Insulation resistance testing can be accomplished on cable testers providing a 1,000-V or 1,500-V test capability. The purpose of such a test is to determine the level of leakage current. If DC is used, up to 1,500 V is applied gradually to limit the current required to charge the cable capacitance. After transient effects associated with the cable capacitance and inductance have died out, the current still flowing is the leakage current.
The ratio of the applied voltage to this current is the leakage resistance. If a DC test can be used instead of AC, then the DC must correspond to at least the peak AC voltage; for example, 1,500 VDC is considered equivalent to 1,000 VAC.
AC testing can be faster than DC because both positive and negative peak voltages are applied in the same test. In addition, the wiring capacitance will not be charged to a high level and require a discharge time as in DC testing. However, because of the harness capacitance, current will not be in phase with voltage. This effect must be corrected when the AC current measurement is made, or the calculated resistance will be in error.
In contrast to insulation resistance tests, dielectric withstand testing uses voltages up to three times the rating of the wire insulation. This test is intended to detect the intermittent high-frequency characteristics indicative of insulation breakdown and arcing.
For both types of test, high voltages are needed at sea level to conduct meaningful testing on wiring intended for aerospace applications. Because dielectric strength is reduced by 80% to 90% at altitudes from 40,000 ft to 60,000 ft, a 5,000-V test voltage ensures insulation integrity at only 500-V levels in actual use. This value typically includes a lower operating level and additive transients.3
Few cable testers provide more than 1,500 VDC. For higher voltages, you need to use a hipot tester. Some of these instruments have a multichannel scanner associated with them, and the combination can perform high-voltage testing on harnesses with many wires. However, there are several aspects of these test setups that differ from low-voltage cable tests.
The most important difference is safety. The voltages and currents being used can be lethal. For that reason, hipot-based testers generally have built-in safety circuitry. For example, the Associated Research HypotULTRA III Tester includes a smart ground-fault interrupter designed to ensure operator safety regardless of the type of cable fault that may be found.
“SmartGFI� is a high-speed shutdown circuit that provides maximum operator protection,” said Peter Stevens, domestic sales manager. “If the circuit detects excessive leakage to ground, it shuts down the high voltage in less than 1 ms. This is a patented feature.”
Secondly, especially for DC testers, switching times are very slow compared to the millisecond times associated with low-voltage continuity testers. Not only do the larger high-voltage relays operate more slowly than solid-state multiplexers, but the actual leakage resistance and dielectric withstand tests also may specify dwell and soak times of several seconds or even minutes.
High-voltage relays are large and expensive. This means that, although a tester may have the capability to be extended to hundreds of channels, to do so will require several expansion chassis, many switching modules, and a high cost.
Obviously, a multichannel hipot tester will shorten test time compared to a single-channel product. But, the total test time still can be quite long. As a result, just as several algorithms were developed to speed up basic continuity testing, so, too, hipot throughput can be improved.
The basic linear test is exactly the same as for continuity testing: Each wire is tested against every other wire. An alternate approach termed mass hipot testing by CableTest breaks the total number of wires into two groups. One group is tested against the other. If a fault is found, the group with the fault is subdivided, and the test is run again. This process continues until the wire(s) causing the fault are found.
If no faults exist, this can be a very fast way to complete hipot testing. The algorithm requires log2 (n) separate tests compared with n tests if a linear approach is used. If faults are found, however, test time can approach that of the linear method as groups are more and more finely subdivided and tested. It�s assumed that most cables will not exhibit insulation breakdown, so this method is a practical way to improve throughput.
Summary
Certainly, there have been recent technical advances in cable/harness testers. However, most of the companies we contacted when preparing this article indicated that ease of use, a complete application solution, and cost were more often on customers� minds. Cable/harness test is a mature industry, and product differentiation is less about technical issues than addressing applications effectively. That�s not a bad thing if, like most companies, your requirements are just a bit different than those addressed by standard products.
Nevertheless, when requirements common to many customers are not completely addressed, outside-the-box technical innovation is needed. For example, incomplete maintenance testing forced by the size and inaccessibility of installed wiring harnesses in the space shuttle prompted the initial development of the Standing Wave Reflectometer. Of course, commercial and military aircraft have similar test requirements, and the Eclypse ESP Meter is helping to change the way testing is conducted by this very demanding mil/aero customer group.
References
1. Lecklider, T., “Today�s Testers Handle Cables and More,” EE-Evaluation Engineering, June 2002, pp. 16-21.
2. Herridge, L., “KSC-developed technology helps U.S. military overseas,” Spaceport News, January 2007, pp. 1,2.
3. Lecklider, T., “Ensuring Constrained Electron Flow,” EE-Evaluation Engineering, June 2005, pp. 14-22.
June 2007
About the Author
Comment About the Article
To join the conversation, and become an exclusive member of Electronic Design, create an account today!

Leaders relevant to this article: