Industrial Ethernet Flourishing on the Factory Floor

To be fit for the factory, Ethernet components must be sufficiently rugged, operate at extended temperature ranges, and survive dust, electrical noise, vibration, and impacts. This extends to the familiar RJ45 connector, which is the ubiquitous physical interface in Ethernet cabling infrastructures and, in many cases, the solution of choice even in a factory environment. In this article, we take a look at the conditions often encountered by these connectors, and the choices engineers must make when choosing to deploy RJ45 connectors in factory systems.
Improving the productivity of manufacturing systems continues to drive the adoption of automation in factories. Robotic systems are no longer restricted to large-scale assembly lines; they’re also finding their way into smaller areas thanks to more flexible implementations. The trend here is toward creating collaborative workspaces, where human operators and robots work side by side. The rising automation levels are supported by a growing number of common standards, which has led to the development of open systems to support interoperability between devices from different manufacturers.
Ethernet, in terms of an industrial communications protocol, is growing in importance. It’s becoming a precondition for the still somewhat futuristic smart-factory concept. To get there within a realistic time frame, though, a number of extensions to the IEEE 802.3 protocol were ratified. As a result, the Ethernet standard can support the deterministic behavior of the industrial processes in the control and information hierarchies of the factory. These extensions are now open standards and becoming widely deployed within the industry, which is just one factor behind the significant growth of Ethernet in industrial environments.
Evolving Ethernet
The Ethernet protocol covers Layers 1 (physical) and 2 (data link) of the OSI model. It determines how networked devices will format the data for their transmission to other devices on the same network segment, as well as how to transfer that data on and off the network connection. It's good to remember that Ethernet was conceived for data transmissions over coaxial cables, as most Ethernet LANs today use special grades of twisted-pair cables, or fiber-optical cabling.
Proving that Ethernet is truly industry-ready, its standards are continuously evolving to include new media and higher speeds, as well as changes in frame content and functionality. A good example for this is PoE (Power over Ethernet).
The most frequently deployed version of Ethernet in industrial environments is 100 Base-T, where Base-T denotes the use of twisted-pair cabling. This version enables transmission at up to 100 Mb/s. The next speed step, Gigabit Ethernet, provides 1000 Mb/s. And 10GbE, or 10-Gigabit Ethernet, delivers up to 10 Gb/s. Still higher speeds are under development for standardization.
PHY Layer
PHY is a term denoting the physical layer of the OSI model. It refers to the circuitry required for the implementation of the physical-layer functions. Ethernet PHY implements the physical-layer portion of the 1000Base-T, 100Base-TX, and 10Base-T standards. In most cases, PHY functionality is implemented in a specific semiconductor chip, which negotiates between the analog domain of the Ethernet line modulation and the digital domain of the link-layer packet signaling. Figure 1 is an overview of the functionality of a PHY device.
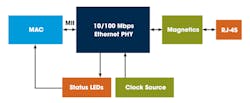
1. This diagram shows the functional blocks required to support a typical Ethernet PHY.
From looking at Figure 1, it’s apparent that two other important components are needed to establish the PHY functionality: magnetics and the connector. The block labeled “Magnetics” denotes an analog circuit laid out to meet the electrical interfacing requirements of the IEEE 802.3 10/100/1000Base-T specifications. It addresses the electrical interfacing requirements, such as isolation, signal balancing, common-mode rejection, impedance matching, and EMC improvement.
The low-cost eight-position 8P8C, or RJ45 connector, has been the mainstay of Ethernet connectivity. It’s still found on many Ethernet cables currently in use. A PHY board must therefore include a suitable RJ45 connector.
Integrated Connector Modules
Integrated connector modules (ICMs) represent a watershed moment in interconnect technology, as they incorporate the magnetic circuitry into the RJ45-type connector block. When used on a PHY board, ICMs bring a number of advantages, not least a lower component count. This in turn will guarantee lower production and assembly costs, plus potentially better EMC shielding of the sensitive cable-side signals, thanks to the metal cover. A smaller PCB footprint is another benefit. ICMs also enable the PHY module to be placed completely in the digital domain, while the analog circuitry is packaged within the connector.
Bel Magnetic Solutions, a Bel Group Company, is the inventor and largest supplier of ICMs. The company has developed a range of magnetics products for applications in the communication, industrial, and commercial markets.

2. Bel MagJack ICMs offer high integration in a small form factor, making them suitable for the factory floor.
Three ICMs in the firm’s line are specifically developed for industrial Ethernet, offering benefits of reliability and low cost in hostile environments, with operating temperatures between −40 and +85°C (Fig. 2). They’re well-suited for applications including controllers, machine control boards, Ethernet lighting controls, wireless access points, and industrial video displays. The table lists the available versions of ICMs.
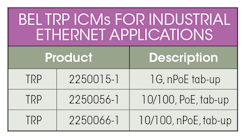
The easy-to-use, small-sized ICMs, which are compatible with all major 10/100Base-T and 1GBase-T PHYs, have a long operating life. There are also options for IR reflow processing as well as tape-and-reel packaging to support automatic insertion in PCBs.
Industrial Ethernet is turning into the most favored network communications protocol for the factory floor. Selecting the best components when developing industrial Ethernet controllers and machine control boards can be a difficult task. Key considerations for selection include ruggedness, long lifecycle, and low cost. They must also deliver the necessary mechanical durability, while their electrical performance is equally important. ICMs are playing an important role in delivering durable and reliable interconnect to harsh and noisy factory environments.
John Hess is ICM Product Manager at Bel Magnetic Solutions.

About the Author
John Hess
ICM Product Manager
Comment About the Article
To join the conversation, and become an exclusive member of Electronic Design, create an account today!

Leaders relevant to this article: