Energy saving and predictive event monitoring in Industry 4.0

The world of industrial production is entering a historical moment of major change that incorporates and customizes the concept of the Internet of Things, which is tailored to the reality of the smart factory. To help with the implementation, Seica has developed an industrial monitoring system for the electronics industry that facilitates the collection, interpretation, and reading of big data.
The opportunity of a real-time global view of the factory, and of its workflows, involves the integration of digital technologies in the industrial and production processes. The industrial monitoring system developed by Seica has been conceived with a special focus towards energy saving and predictive monitoring of events, and it can be implemented in any department where the production machinery is not constantly attended by operators, so as to ensure the required throughput as well as process control, while predicting possible alarms and catastrophic events.
This system has been conceived, following the concept of the Industry 4.0 philosophy, as a wireless system to monitor the performance of production lines, integrated with MES software for process data collection and interpretation. This is the result of a partnership between Seica and Zucchetti, an Italian leader in the production of management software.
The MES acronym, which means “manufacturing execution system,” designates a general-purpose computerized system providing management and monitoring capabilities of the productive function of an industry, using information ranging from production orders to the assessment of production quality—processing useful information to optimize the monitoring and execution of production as a whole.
It is definitely easier to describe rather than to implement the operational concept of the software, but its aim is the comparison between the theories of production and the actual development of manufactured articles, aiming to provide a response to the issues related to any management, monitoring, control, and advancement processes in the factory, by comparing the trend of scheduled activities with the data collected in every production stage, up to the delivery to the end-user.
The industrial monitoring
When we talk about industrial monitoring, it means the collection of any information generated by the production systems or by the hosting facilities; the monitoring of production lines is aimed to control, for example, the energy consumption of machinery as well as of the plant, to foresee in advance possible failures or abnormal operation—improving the management of maintenance in the production line itself, in order to optimize interventions that exceed the standard schedule, without affecting productivity.
The communication between the constituent systems of the production line (so called “talking machines”) provides the line both with a self-diagnostics capability (talking machines that take decisions) and with the remote-control capability, which minimizes the time of intervention in case of an extraordinary event that could possibly affect negatively the throughput of the production line. The opportunity to manage ordinary and extraordinary maintenance, anticipating a possible failure, enables the company to achieve a relevant financial saving, by minimizing the line downtime, optimizing the identification of faulty parts to be replaced, and providing the opportunity to prevent cascade failures arising from a root fault.
The energy saving related to the smart use of machinery consists of monitoring energy consumption while planning, for example, the controlled starting and shutdown of machinery that remains active only when needed. Besides, the monitoring system can be extended from machinery to the hosting facility, thus monitoring the ambient temperature of the whole production plant while optimizing consumption.
The Seica monitoring system can be applied to any industrial machinery, regardless of its function or its manufacturer, since it is less invasive, thanks to the sensors that can be easily installed outside (like current clamps and photodiodes) allowing a quick installation without intervention in the monitored machinery, without needing to section electrical cables or disassemble assembled parts, thus providing streamlined and safe assembly operations. The configuration of sensors needed to detect the involved parameters can be fully customized to meet specific requirements and according to the physical parameters to be monitored, since the “slave” modules are equipped with a series of “free” inputs available to connect dedicated sensors for the typical variables of a specific machinery. Figure 1 shows a typical example.

Multiple lines will be able to interact within the same facility with a single data-collection point, consisting of a server equipped with networked “master” hardware, connected by radio (via proprietary protocol), to similar “slave” modules individually located in each machine to be monitored.
Multiple production plants can be mutually connected via WAN network, and all data collected by the master modules will be stored into a main server and made available for the users to provide the macro information required. Different users from any part of the globe and connected via the Internet will be able to access the data for review and processing purposes, and to take adequate measures following the interpretatio

n of data—without prejudice to the fact that, following the guidelines of the Industry 4.0 protocols, the machines will be able to communicate and to “take decisions” against the occurrence of specific events. The schematic diagram of a network interconnecting the different systems is shown in Figure 2.
The scalability and modularity of this monitoring system makes it suitable to meet the growth and the specific requirements of any industrial productive equipment. This allows the system to address the changes in production lines related to the high variability of production scenarios or to the reconfiguration of lines to achieve space optimization.

The user interface of the management software has been designed aiming to provide a brief presentation of a high amount of information, providing high readability while providing the operator with a quick overview of the complete production process to be monitored, and/or of the single systems, displaying the main parameters as text and charts, as shown in Figures 3 and 4.
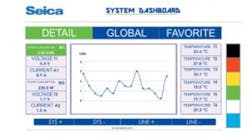
The main parameters monitored by the system are basically the following: the power-supply voltage, the absorbed current, the internal temperature, and the status of light indicators (three, four, or five light indicators) of the machinery. The ongoing monitoring of these parameters allows, for example, the detection of power surges in the mains, which might affect the correct operation; abnormal energy absorptions, which may suggest upcoming failures; and hazardous overheating, which may point out failures or even fire hazards; abnormal operating conditions; or the “stand-by” status of the unattended machinery—with everything reported remotely to a line supervisor, who might intervene promptly, minimizing or preventing worsened adverse conditions.
Along with the abovementioned parameters, additional sensors can help monitor other physical variables (pressure, humidity, number of manufactured items, etc.), providing a comprehensive and exhaustive picture of the situation, while providing the opportunity to reconfigure the production line to prevent the complete downtime in case of abnormal conditions, allowing activity to continue in a reduced mode, instead of blocking the operation completely.
The process data
The availability of “ascertained” and “automated” process data allows for the discovery of hidden production costs, correctly leveraging stocks to maintain process control, to minimizing waste, to calculate costs exactly, and to properly plan production and shipment, minimizing inefficiency. The current condition of most production plans makes available process data that are related to individual supervising systems, underestimating their integration with other processes of the production chain (procurement, production, logistics, maintenance, environment, etc.).
The company organization that will welcome this major cultural shift will be provided with an essential tool for strategical decision-making process: real-time and timely information gathered automatically and integrated in every stage of the process. The planning and the strategical management will therefore benefit and rely on objective, non-forecast data, allowing timely interventions on workflows, while modeling the process and assessing objectively and automatically the dynamics of deviation from the set objectives in the different processes.
This will prevent the paradox of sophisticated management systems that calculate costs and requirements of “individual sectors” or of Excel worksheets managing local processing by the different company functions using data coming from hardcopy reports compiled by an operator—or from documents printed by plant supervisors with poor sharing and integration of data.
Manufacturing execution system
In a scenario where the production of semi-finished products shall become increasingly competitive and sustainable, information technologies applied to process data and industrial monitoring will play a strategic role for the industry in recovering margins of efficiency and competitiveness.
The ICT technologies generically identified with the MES acronym can gather, standardize, organize, share, and integrate information coming from the field. The aim of a MES solution is to bridge the existing gap between the individual management systems. The solution cannot be only of a technological nature: other factors contribute to achieve the real Industry 4.0 efficiency. Some of them depend exclusively on the company management—and its choice with respect to working method, technological development, company organization models, data-collection systems, staff training, and strategic partnerships.
The applied technology alone—without a proven method and a clear organizational view of workflows, processes, and objectives—might solve immediate needs or pinpoint process issues, instead of becoming a strategic tool supporting every company function. Upstream, employment of a MES system requires a thorough assessment of the objectives, the workflows, the current context, the company procedures, and the integration with shareholders. This preliminary stage of assessment and design is essential for the implementation of the system, along with the choice of a competent and reliable partner, with proven specific know-how and skills for the project.
Seica has signed an agreement with Zucchetti, the Italian leader for the implementation of management software, for the commissioning of a manufacturing execution system able to integrate the data of industrial monitoring collected with the Seica system and the process data, ai

ming to uncover the hidden production costs and enhancing the supply chain, while ensuring the complete monitoring of the production processes.
By way of conclusion, the industrial monitoring project by Seica makes originally “dumb” machines into “talking” machines that are providing capability of interaction via local (wireless) networks (Figure 5) and global (wired) networks with other machines (Figure 6) and with management and other personnel, endorsing the Industry 4.0 features needed to obtain amortizations provided by the legislation in force.

About the Author

Luca Corli
Comment About the Article
To join the conversation, and become an exclusive member of Electronic Design, create an account today!

Leaders relevant to this article: