Improve Predictive Maintenance with Color Sensors

What you’ll learn:
- How sensors are driving predictive maintenance.
- How maintenance is traditionally performed and the importance of moving to a data-driven approach.
- An overview of how sensors are the eyes and ears of predictive maintenance.
Predictive maintenance detects potential issues in industrial equipment before they escalate into costly breakdowns. Traditionally, companies relied on manual or visual inspections to monitor conditions. However, advances in sensor and IoT technologies have ushered new tools that can intelligently monitor and report on a machine’s health 24/7.
Real-time equipment monitoring assures equipment uptime, optimizes its energy use, and improves operational efficiency. A key component of predictive maintenance that’s often overlooked is the role of color sensors. Next-generation color sensors can detect the slightest variations in color hue, adding a new parameter for tracking the health and longevity of equipment.
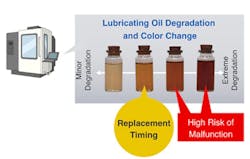
To understand how color sensors work, it’s helpful to know how color once factored into equipment monitoring. Manufacturing sites leave equipment susceptible to contamination from oil, lubricants, and other fluids and materials, which can cause industrial machinery and hydraulic equipment to fail. For example, lubricants darken (Fig. 1) when they deteriorate, or a change in hydraulic fluid color might indicate the presence of impurities or excessive heat.
Maintenance personnel used to visually inspect color changes based on their intuition, skills, and experience. Inconsistent judgment and inspection delays could result in sudden machinery breakdowns and production-stop losses. This reactive approach tends to address issues only after failures, leading to increased repair costs and decreased equipment lifespan.
Predictive maintenance can predict downtime, avoid unnecessary power consumption, and extend the equipment’s lifespan. A predictive-maintenance system relies on sensors to be its eyes and ears, monitoring equipment for signs of wear and other anomalies.
Color Sensors Can Assist in a Data-Driven Setup
Color sensors can identify and measure color changes with high precision, automating a quantitative approach to monitoring the deterioration of liquids and other color indicators. Precisely sensing changes in the lubricant color, for instance, can provide more accurate and objective data, enabling predictive-maintenance strategies.
The systematic approach to monitoring the properties of these fluids is called fluid conditioning monitoring. The health and performance of fluids, such as lubricants, hydraulic fluids, or coolants, are continuously assessed to detect potential issues early, allowing for proactive maintenance and minimizing the risk of equipment failures.
Color sensors can measure color variations caused by contaminant buildup, oxidation, or other factors that degrade lubricant quality (Fig. 2). This intelligence reveals early warning signs of deterioration, enabling optimal timing of replacement without depending on manual inspection.
Remotely monitoring equipment with color sensors reduces the maintenance burden, limiting the replacement of lubricant to only the equipment that needs it. Early detection of equipment anomalies also enhances workplace safety by preventing accidents and hazardous situations.
Excessive heat is another indicator of pending malfunctions. Color sensors equipped with thermal-imaging capabilities can detect temperature variations and hotspots on equipment. Identifying areas that are running hot enable maintenance personnel to fix cooling system inefficiencies, faulty components, or lubrication issues before they cause catastrophic failures.
How Do Color Sensors Work?
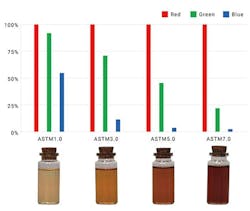
The color sensor is a type of reflective optical sensor. It typically uses the received RGB light intensity to detect the color of the sensed object. These measurements allow for color analysis of detected objects. Typically, RGB light intensity of different colors is compared using a Munsell color chart (Fig. 3). The values are presented as the ratios of each of the RGB voltage values compared to the maximum voltage value when the color sensor’s maximum output voltage value is set as 100%. The ratio of RGB data changes according to the Munsell color.

Another benefit of color sensors is that the RGB ratios are virtually unchanged as distance changes. While the intensity of the reading is lower at a greater distance (Fig. 4), the RGB output ratio is almost unchanged. As a result, the sensor can be installed in equipment where parts might move or shift slightly.

Any deviations from established color standards trigger alerts, enabling maintenance personnel to take proactive action.
Adopting Color Sensors for Predictive Maintenance
A predictive-maintenance strategy utilizing color sensors offers companies important benefits. It saves money by identifying issues before they escalate, reducing the need for emergency repairs and minimizing costly downtime.
Color data-driven predictive maintenance also improves workplace safety by detecting equipment anomalies before they cause accidents or hazardous situations. Moreover, it enhances productivity by keeping machines running optimally. And the technology can extend equipment lifespans, preserving machine longevity and reducing the need for premature replacements.
By employing sensors to keep a watchful eye on the conditions of equipment, such conditions can be monitored at all hours, and human error is no longer an issue.
About the Author

Randall Scasny
Senior Community Content Specialist, Newark
Randall Scasny is a senior community content specialist for Avnet's element14 Community, an electronics industry community of thousands of engineers, industry experts, independent sources, makers, and STEM advocates from all over the world. For more information about the element14 community, visit https://community.element14.com.
Comment About the Article
To join the conversation, and become an exclusive member of Electronic Design, create an account today!

Leaders relevant to this article: