
Download this article in PDF format.
With the spotlight shining brighter on autonomous driving, 5G and cellular-vehicle-to-everything (C-V2X) breakthroughs grab the headlines when it comes to reporting how to better test self-driving cars. Behind this exciting and somewhat glamourous buzz is a robust automotive electronics manufacturing services (EMS) industry that’s physicalizing the technology innovations.
In recent years, automotive EMS providers are increasing their operational efficiency to cope with complex printed-circuit-board assemblies (PCBAs) that go into electronic systems behind intelligent transport systems. These include sensors, electronic control units (ECUs) for powertrains, advanced driving-assistance systems (ADAS), comfort features like sensor-controlled temperature controls and adjustable seats, infotainment, and new applications for planned C-V2X capabilities. Such applications will drive the automotive electronics industry towards the $400 billion mark over the next five years.
To keep current with a more demanding market, automotive EMS providers are riding on new capabilities enabled by Industry 4.0 Ready in-circuit test (ICT)—a key quality gatekeeper in the production of automotive electronics.
Strengthening Quality Checks with In-Circuit Test
One of the most important parameters to measure PCBA quality is the electrical integrity of the components loaded onto the PCBA. A typical automotive ECU PCBA can contain over 100 components, while a data-communications board can easily host over 5,000 components. In the near-future scenario of 5G data-driven communications to enable self-driving cars, each tiny component must work flawlessly. Accuracy is critical to ensure the safety of humans and the environment.
Errors can happen on traditional surface-mount-technology (SMT) lines—something that the zero-failure ADAS and autonomous-driving environments can’t tolerate as lives are at stake.
Many things can go askew at the PCBA level. For example, a batch of resistors with the wrong power may load manually at the pick-and-place station. These resistors are likely to escape detection until they reach the ICT station.
Some components such as 01005s are smaller than the size of a pinhead, and there’s the risk of dislodging these components. They can also be damaged via electrostatic contact discharge as operators manually load PCBAs onto off-line ICT stations for testing.
There’s also the unspoken practice of operators opting out specific tests in the test program so that their shift will produce better production yields. These are just some of the challenges that keep test managers awake at night.
Test managers are leveraging Industry 4.0 Ready ICT solutions to test the millions of components flowing through their production lines. Quality-control teams can now detect errant electrical faults before shipping.
Automating Traditional Processes
With millions of mission-critical parts tested each day on the production floor, automotive EMS providers are looking toward smart machines to gather data to help them proactively create quality improvement measures.
Electrostatic discharge shocks or rough handling by operators are common causes of board damage. Many automotive EMS companies minimize these human errors on their expensive boards by moving the offline ICT station into the SMT line. The SMT line now has fully automated in-line ICT functions. Automation helps them bypass the need for manual handling of sensitive PCBAs. It also solves the challenge of dealing with the consequences of test operators taking shortcuts by manually changing the test plans to reflect better yields during their shifts.
The early adopters of inline ICT systems less than a decade ago were mostly automotive EMS providers. These same early adopters are now looking at tapping the vast amount of data generated by their ICT systems to economize workflow and improve product quality at the same time.
A typical ICT station can test 4,000 components or more per minute. In today’s smart factory, the massive amount of test data automatically feeds to the factory’s manufacturing execution system (MES) supporting the new IPC-Connected Factory eXchange (IPC-CFX 2591) platform. Within milliseconds, the ICT detects anomalies and are flagged. The feedback travels upstream to pinpoint faults on the board; for example, an errant resistor or a shorted capacitor.
Next-generation ICT systems now also support the new Industry 4.0 IPC-HERMES standard. HERMES is a machine-to-machine (M2M) communication protocol that will replace the old SMEMA standard.
IPC-CFX 2591 and IPC-HERMES 9852
The IPC-CFX 2591 Standard connects the multitude of processes on the production floor, enabling test managers to better track products, trace materials, manage assets and monitor every step of the manufacturing process from design to product shipping. These benefits help them to meet the stringent quality standards the OEMs demand for their automotive boards.
The IPC-HERMES 9852 Standard is an open protocol, based on TCP/IP and XML. It enables the exchange of PCB-related data between the different machines in electronics assembly lines, and reduces equipment investment, line length, as well as the need for operator interaction with the SMT line.
Pushing Past SMEMA
For years, test engineers worked with the limitations of SMEMA, ranging from cable and connector wiring incompatibility to limited M2M communication capabilities (Fig. 1). SMEMA production lines are also costlier to maintain. Barcode readers are necessary at each station to read specific information before the machine can execute its function. Operators must also manually adjust conveyor belt widths each time new board sizes flow down the line.

1. In the SMEMA model, high-level line control has limitations because of lack of data and no closed-loop handover. (Source: www.the-hermes-standard.info)
In the old SMEMA SMT line, machines can’t send board-specific information from one machine to another, such as why a circuit board has failed. Nor can it allow SMT machines to acknowledge that boards successfully transfer from one machine to the next.
With HERMES, only one barcode scanner is needed upstream in the production line (Fig. 2). The product or device under test itself can trigger instructions at different points along the SMT line. For example, with higher volume mix on many automotive EMS production lines, operators no longer need to manually adjust the widths of conveyor belts. The information provided by a board automatically triggers line-width adjustments according to the product type, saving precious minutes.

2. IPC-HERMES 9852 allows for full process data availability, maximum line throughput, and traceability. (Source: www.the-hermes-standard.info)
In the highly competitive EMS world, IPC-CFX and HERMES open new possibilities to improve test plans, manage inventories, and improve manufacturing processes by providing vital data points back to the MES.
Manufacturing Analytics
With literally billions of bits of data available, test managers are using the power of software to make sense of the data to improve productivity. Industry 4.0 Ready electronics manufacturing analytics solutions can perform advanced analytics. These manufacturing analytics solutions automatically extract data from different SMT processes, including from the equipment, to drive process improvements and better product quality (Fig. 3).
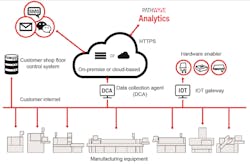
3. Data-analytics tools such as Keysight PathWave Manufacturing Analytics can detect minute anomalies in automotive board components at the in-circuit test stage, as well as trigger rectification processes.
Manufacturing analytics tools offer predictive and prescriptive information at a fraction of the time it takes with the traditional manual approach by using the power of machine-learning algorithms. For example, the analytics software detects anomalies in the performance of individual capacitors at the ICT stage. The software flags upstream problems—wrong components loaded, or if a test probe is demonstrating wear and tear—all within seconds or minutes. Manual detection takes operators hours or days to review the data and trace the faults.
Cloud-based data analytics gives test managers access to real-time event anomalies, including predicting fixture and equipment failures almost instantly for connected factories operating at different global sites. Data analytics enables preemptive downtime and resource planning to minimize disruption to production schedules.
An Industry 4.0 manufacturing test platform means improved yield, lower costs, and better productivity. The result: Boards that meet the new rigorous safety and performance standards put in place for today’s ADAS features and tomorrow’s self-driving cars for a truly intelligent transport system.
Hwee Yng Yeo is part of the Automotive and Energy Industry Solutions Marketing team at Keysight Technologies.

About the Author
Hwee Yng Yeo
Automotive & Energy Marketing
Hwee Yng Yeo is part of the Automotive and Energy Industry Solutions Marketing team at Keysight Technologies. She plays a key role in conveying the benefits of technology innovations that will enable customers to solve their design and test challenges better, faster, and cost-effectively. Prior to her current role, she supported the Agilent/Keysight board and functional test team as their communications integrator. Her professional background included print and broadcast journalism.
She has a Bachelor’s (Honours) in Botany, which has trained her to observe the forest and at the same time, understand the interaction among the species in various ecosystems, from natural to man-made.
